
Spaltüberbrückung beim Laserschweißen
Bauteiltoleranzen ausgleichen und Schweißprozesse stabilisieren
Beim automatisierten Laserschweißen können Fügespalte, Bauteiltoleranzen und wechselnde Nahtgeometrien die Qualität der Schweißverbindung beeinflussen. In der Serienfertigung entstehen solche Abweichungen zum Beispiel durch Umformprozesse, Spannvorrichtungen, Materialtoleranzen oder komplexe Bauteilgeometrien. Eine zuverlässige Spaltüberbrückung hilft, diese realen Fügesituationen zu beherrschen und den Schweißprozess stabil zu halten.
Spaltüberbrückung beschreibt Technologien und Prozessstrategien, mit denen unterschiedliche Spaltmaße erkannt, bewertet und im Schweißprozess ausgeglichen werden können. Je nach Anwendung kann dies über präzise Nahtführung, Bahnkorrektur, adaptive Prozessparameter oder den Einsatz von Zusatzdraht erfolgen. Ziel ist eine stabile Schweißnahtqualität – auch wenn die Bauteile nicht ideal anliegen.
Warum Spaltüberbrückung wichtig ist
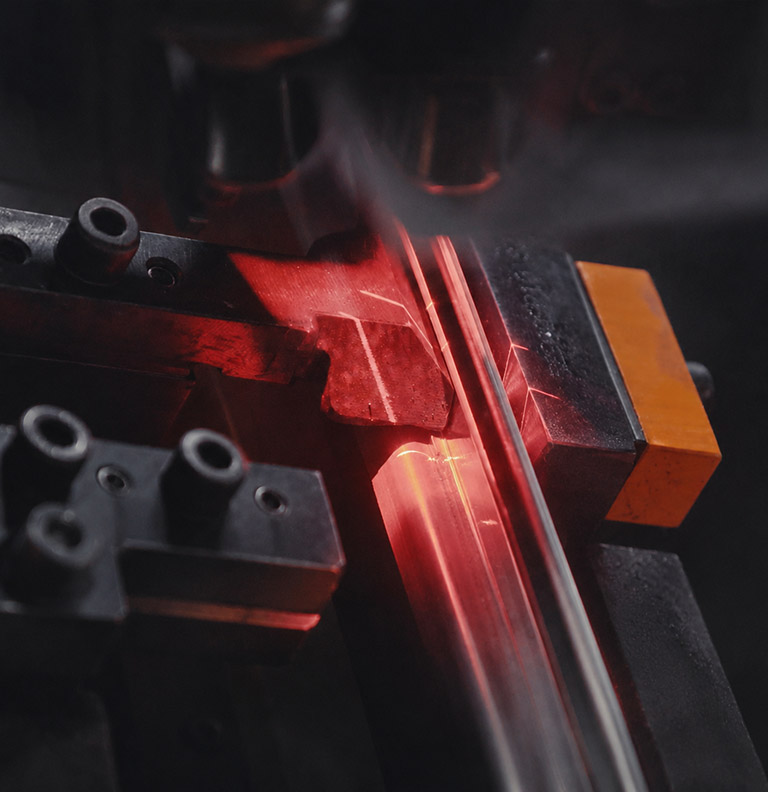
Das Laserschweißen arbeitet mit hoher Energiedichte und sehr präzisem Wärmeeintrag. Diese Präzision ermöglicht hohe Geschwindigkeiten, schmale Nähte und geringe Wärmeeinflusszonen. Gleichzeitig reagiert der Prozess empfindlich auf Spalte zwischen den Bauteilen, insbesondere bei dünnen Blechen, Aluminiumbauteilen, Karosseriestrukturen oder Batteriegehäusen.
Wenn Fügespalte nicht erkannt oder nicht prozesssicher ausgeglichen werden, können unvollständige Anbindung, Einbrandfehler, Spritzer, Poren, Nahtversatz oder Nacharbeit entstehen. Eine adaptive Spaltüberbrückung erweitert das Prozessfenster und unterstützt reproduzierbare Ergebnisse in automatisierten Fertigungslinien.
Wie unterstützt Spaltüberbrückung den Laserschweißprozess?
Spaltüberbrückung setzt dort an, wo reale Bauteilbedingungen von der idealen Fügesituation abweichen. Die Technologie hilft, Spaltmaße, Nahtlage und Bauteiltoleranzen zu berücksichtigen und den Schweißprozess entsprechend anzupassen.
Fügesituation erkennen
Die tatsächliche Naht- und Spaltsituation wird erfasst, auch wenn Bauteile nicht exakt anliegen. Dadurch kann der Prozess an der realen Bauteilgeometrie ausgerichtet werden.
Spaltmaß bewerten
Unterschiedliche Spaltbreiten und wechselnde Fügegeometrien werden im Prozess berücksichtigt. So lässt sich ableiten, ob Bahnführung, Parameteranpassung oder Zusatzmaterial für eine stabile Schweißnaht erforderlich sind.
Prozess adaptiv anpassen
Je nach Anwendung können Laserbahn, Vorschub, Fokuslage, Laserleistung oder weitere Prozessparameter an die reale Fügesituation angepasst werden. Das unterstützt stabile Schweißnähte trotz wechselnder Toleranzen.
Zusatzmaterial gezielt einsetzen
Wenn zusätzliches Material erforderlich ist, kann Zusatzdraht genutzt werden, um Spalte auszugleichen und Nahtvolumen aufzubauen. Eine adaptive Drahtzufuhr unterstützt dabei eine bedarfsgerechte Materialeinbringung.
Schweißqualität sichern
Eine zuverlässige Spaltüberbrückung reduziert Qualitätsrisiken wie unvollständige Anbindung, Nahtunterbrechungen oder Nacharbeit. Gleichzeitig erhöht sie die Prozesssicherheit in automatisierten Serienprozessen.
Spaltüberbrückung mit und ohne Zusatzdraht
Spaltüberbrückung ist nicht auf ein einziges Verfahren begrenzt. Je nach Bauteil, Material, Spaltmaß und Qualitätsanforderung kann der Laserschweißprozess mit oder ohne Zusatzdraht ausgelegt werden.
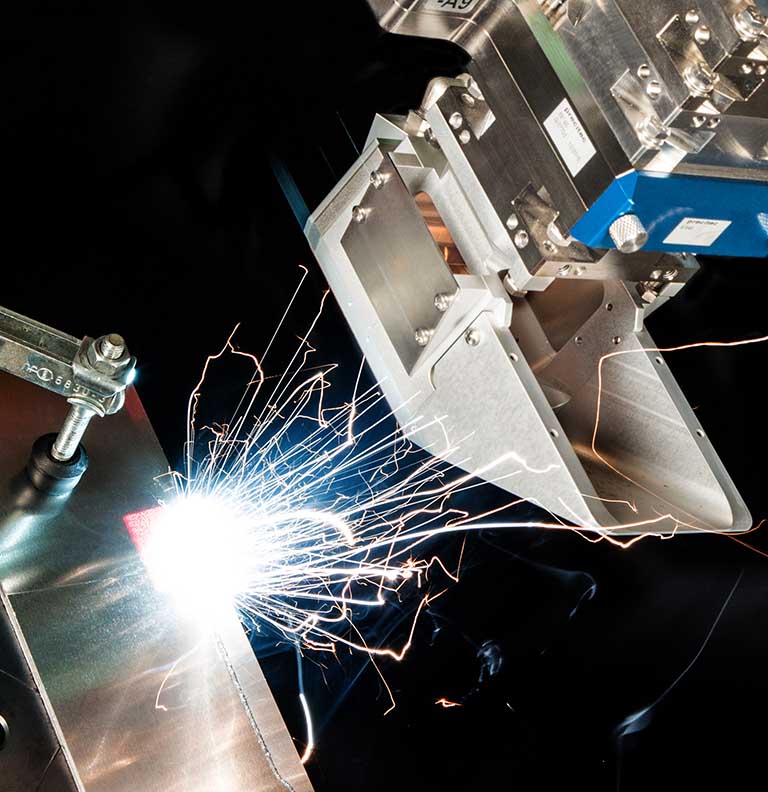
Bei Anwendungen ohne Zusatzdraht stehen präzise Nahtfindung, Nahtführung, Bahnkorrektur und adaptive Prozessparameter im Vordergrund. Der Laser wird exakt entlang der realen Fügestelle geführt, um Positionsabweichungen und kleinere Toleranzen prozesssicher zu beherrschen.
Bei Anwendungen mit größeren oder wechselnden Fügespalten kann Zusatzdraht eingesetzt werden. Der Zusatzdraht bringt zusätzliches Material in die Fügezone ein und kann helfen, Spalte auszugleichen, Nahtvolumen aufzubauen und das Prozessfenster zu erweitern. In Verbindung mit optischer Nahtführung, adaptiver Regelung und Prozessüberwachung beim Laserschweißen lässt sich die Drahtzufuhr an die reale Fügesituation anpassen.
Typische Anwendungen der Spaltüberbrückung
Spaltüberbrückung ist besonders relevant, wenn hohe Qualitätsanforderungen auf reale Bauteiltoleranzen treffen. Dazu gehören unter anderem Karosseriebauteile, Batteriegehäuse, Aluminiumstrukturen, Hang-on Parts, Leichtbaukomponenten und komplexe Baugruppen in der Serienfertigung.
Gerade in der E-Mobility und im automobilen Leichtbau müssen Laserschweißprozesse hohe Geschwindigkeit, Materialvielfalt und stabile Qualität verbinden. Eine adaptive Spaltüberbrückung hilft, Fertigungstoleranzen besser zu beherrschen und robuste Prozesse für industrielle Anwendungen zu realisieren.
Weiterführende Informationen
Je nach Schweißaufgabe kommen unterschiedliche Precitec Lösungen zum Einsatz – von optischer Nahtfindung und Nahtführung über adaptive Prozessregelung bis zum Laserschweißen mit Zusatzdraht.
WeldMaster Wire Select – verbindet optische Nahtführung mit adaptiver Drahtzufuhr für Anwendungen mit Zusatzdraht.
WeldMaster-Systeme – unterstützen Nahtführung, Prozessregelung und automatisierte Laserschweißprozesse.
ScanWelder – ermöglicht schnelles, flexibles Remote-Laserschweißen mit präziser Strahlführung.
ScanMaster Plus – kombiniert Scannerbearbeitung mit präziser Strahlführung und KI-gestützter Auswertung.