
Seam inspection during laser welding
Inspect welds before defects become a risk
In laser welding, the quality of the weld seam determines the functionality, safety, and service life of a component. In series production, weld seams must therefore not only be produced but also reliably inspected, evaluated, and documented—either directly on the production line or at downstream inspection stations.
Optical weld inspection evaluates the result of the welding process: the resulting weld, its geometry, surface, and visible quality characteristics. High-resolution cameras capture the weld non-contact and provide reproducible data for an objective quality assessment.
This allows defects to be detected more quickly, inspection decisions to be automated, and quality to be documented in a traceable manner—especially for high-volume production, complex components, and safety-critical applications.
Why is seam inspection important in laser welding?
In automated production lines, random sampling alone is often insufficient. If defects are detected too late, scrap, rework, or follow-up costs have often already been incurred.
Laser welds can exhibit various quality deviations, such as weld interruptions, pores, spatter, cracks, penetration defects, missing sections, or geometric deviations. Depending on the component, such defects can impair the function of the welded joint or cause subsequent failures.
Automated weld inspection makes these deviations visible and supports a consistent evaluation of each weld. This is particularly relevant in e-mobility, automotive body construction, electronics, medical technology, and safety-critical joints.
What is evaluated during optical seam inspection?
Weld inspection takes place after the actual laser welding process and checks the resulting weld for defined quality characteristics. It is crucial that the evaluation be objective, reproducible, and traceable for quality assurance purposes.
Among other things, the inspection captures the surface, geometry, contour, and position of the weld. Visible and geometric deviations—such as interruptions, spatter, cracks, uneven weld contours, or defects—can be automatically detected.
In addition, characteristics such as seam width, seam position, height, or surface structure can be analyzed. The captured inspection and image data support comprehensive documentation and facilitate traceability in series production.
Optical seam inspection and AI-based analysis
Modern seam inspection combines high-resolution camera technology, optical metrology, image processing, and intelligent analysis algorithms. This enables even fine surface features, geometric deviations, and complex seam patterns to be reliably detected and evaluated.
AI-powered analysis can detect recurring patterns, classify defects, and adapt inspection processes to different weld types. As a result, quality decisions are made faster, more consistently, and with less reliance on manual evaluation.
Typical applications of seam inspection
Weld inspection is particularly important when welds are safety-critical, functionally critical, or subject to high aesthetic standards. Typical applications include battery cells and battery modules, body and structural components, electronic components, medical devices, and components with high requirements for traceability and documented quality.
In automated production lines, optical inspection helps evaluate quality not just on a random basis, but continuously and reproducibly.
Additional information
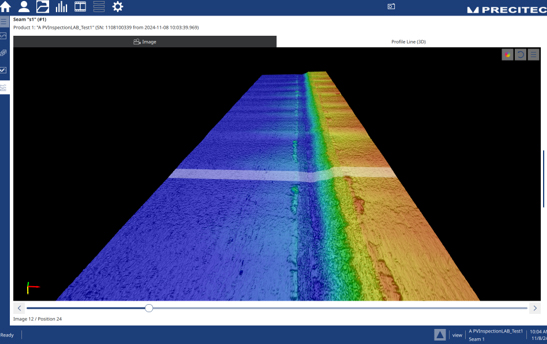
For the post-weld inspection of laser welds, SeamControl—a Precitec solution—is used, combining optical detection, high-resolution camera technology, and AI-assisted evaluation.
SeamControl —visually inspects laser welds using high-resolution cameras and supports AI-assisted evaluation of weld geometry and visible defects.